
1 Overview
The 600MW, 1000MW subcritical and super (super) critical boiler swirl burners designed by our company adopt a unique structure with high precision requirements. The welding of stainless steel (1Cr18Ni9Ti) and carbon steel (Q235-A) uses a large number of welding arcs. Welding and welding joints are in the form of butt joints, corner joints, lap joints, etc. The parts have large geometrical dimensions, many welds and concentrated distribution, and the welding workload is particularly large. In addition, due to the large welding deformation, the control deformation is difficult, and the correction workload is large. It brings great difficulty to product manufacturing and increases production and manufacturing costs. Through the process test, a new welding process and process measures are adopted, that is, the use of flux cored wire CO2 gas shielded welding instead of electrode arc welding can improve weld formation, improve product quality and production efficiency.

2. Process test
(1) Welding wire welding metal, process performance test using standard grade E309LT1 - 1, φ 1.2mm stainless steel flux cored wire, protective gas CO2, test plate 1Cr18Ni9Ti, 12mm thick welded metal test sample R1. The chemical composition of the wire deposited metal after the test (see Table 1) meets the requirements of the wire acceptance technical standard. The welding process performance test is carried out at the welding position such as flat welding, horizontal welding and vertical welding, the welding wire is uniform, the wire feeding is smooth, the arc stability is good, the weld seam is beautifully formed, the slag removal property is good, almost no splash, and the welding wire process performance good.
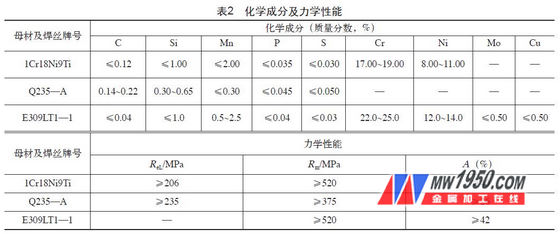
(2) Test plate welding According to the "Steam Boiler Safety Technical Supervision Regulations", each piece of 1Cr18Ni9Ti and Q235-A is selected. The test plate size is 400mm×125mm×12 mm, V-shaped groove, the chemical composition of the base metal and deposited metal and The mechanical properties standard values ​​are shown in Table 2. Welding level and sequence: welding three sides of the groove surface, cleaning the root and welding the opposite side. The welding parameters of the sample are shown in Table 3.
(3) Test plate test plate S1 weld 100% RT non-destructive test qualified. The chemical composition of the weld metal is shown in Table 4, and the mechanical properties of the welded joint are shown in Table 5.
For more details, please refer to the attachment and read the contents of the 18th issue of Metalworking (Hot Processing).
L-Ascorbic Acid, also known as Vitamin C, is a six-carbon lactone produced by plants and some animal species but not by humans and other primates. Ascorbic Acid functions as an enzymatic cofactor for multiple enzymes, serving as an electron donor for monooxygenases and dioxygenases.
- CAS No.: 50-81-7
- Molecular formula: C6H8O6
- Molecular Weight: 176.124

Application:
1. Antiscorbutic, antiviral
2. Analgesic, antipyretic
3. Physiological antioxidant. Coenzyme for a number of hydroxylation reactions; required for collagen synthesis. Widely distributed in plants and animals. Inadequate intake results in deficiency syndromes such as scurvy. Used as antimicrobial and antioxidant in foodstuffs.
L-Ascorbic Acid
L-Ascorbic Acid,Vitamin C 50-81-7,Ascorbic Acid
Shandong Tiancheng Chemical Co., Ltd. , https://www.akdchemical.nl