
Whether the tool chip breaking is reliable or not has a major impact on normal production and operator safety. In the cutting process, the chipping will splatter and hurt the machine, and the strips will be wound on the workpiece or the tool, which will easily scratch the workpiece, cause damage to the tool, and even affect worker safety. For automatic machining machines such as CNC machine tools (machining centers), due to the large number of tools and the close connection between the tool holder and the tool, the problem of chip breaking is even more important. As long as the chip breaking is unreliable, the machine tool may be damaged. Automatic cycling, even destroying the entire automatic line, so the reliability of the tool breaking must be considered when designing, selecting or sharpening the tool. For CNC machine tools (machining centers), etc., the following requirements should be met:
Chips must not be wrapped around the tool, the workpiece and its adjacent tools and equipment;
Chips must not splash to ensure the safety of the operator and the observer;
During finishing, the chips must not scratch the machined surface of the workpiece and affect the quality of the machined surface;
Ensure the predetermined durability of the tool, not prematurely wear and try to prevent it from being damaged;
When the chips flow out, the injection of the cutting fluid is not hindered;
Chips do not scratch machine rails or other parts.
On the basis of meeting the above requirements, different tools have different requirements on the chip length. For example, the maximum chip length of general rough steel is about 100mm; the finishing car should be slightly longer. To avoid excessively fine chips, it is easy to embed some important parts of the machine guide rail and tool device (such as the reference surface), which not only requires additional guards, but also brings some difficulties in removing chips.
For some tools that are not easy to break chips, such as forming turning tools, grooving turning tools and cutting tools, etc., on the automatic machine tools such as CNC machine tools (machining centers), they should ensure stable coils.
First, the classification of chip shape According to the specific conditions of the workpiece material, tool geometry parameters and cutting amount, the chip shape is generally: band-shaped chips, C-shaped chips, chipping debris, pagoda-like coils, spring-like coils, long Tightening spirals, spiral scraps, etc. (see Figure 1).

( l ) Ribbon scraps ( see Figure 1a ): When cutting plastic metal materials at high speed, if no chip breaking measures are taken, it is easy to form strips, which are continuous and often entangled on the workpiece or tool, which is easy to scratch. The surface of the workpiece or the cutting edge of the tool is damaged, and even the person is injured. Therefore, the formation of banding should be avoided as much as possible.
However, it is sometimes desirable to obtain tape scraps so that the chips can be discharged smoothly. For example, when blind holes are placed on a vertical trampoline.
(2) C-shaped chips (see Figure 1 b): When turning carbon steel and alloy steel materials, if a turning tool with a chip breaker is used, C-shaped chips are easily formed. C-shaped chips have no disadvantages of banding. However, most of the C-shaped chips are broken by collision with the flank of the turning tool or the surface of the workpiece (see Figure 2). High frequency breakage and breakage of the chip can affect the smoothness of the cutting process and affect the roughness of the machined surface. Therefore, it is generally undesirable to obtain C-shaped chips during finishing. More hope is to obtain long spiral scraps (see Figure 3), which makes the cutting process more stable. 
(3) Spring-like coils (see Figure 1f): Turning steel parts with large depth of cut and large feed on heavy-duty lathes, the chips are wide and thick. If C-shaped chips are formed, the cutting edges are easily damaged. Will fly and hurt people. Therefore, the radius of the arc of the bottom of the chip breaker is usually increased, so that the chip is broken into a spring (see Fig. 4) and collapses on the machined surface, and falls by its own weight.
(4) Long tight crumbs (see Figure 1e): The formation process of long tight crumbs is relatively stable, and the cleaning is also convenient. It is a better chip shape on a common lathe.
(5) Pagoda-shaped coils (see Figure 1d): This is desirable for CNC machining, machine tools or automatic wire machining because such chips do not wrap around the tool and workpiece. And cleaning is also convenient.
(6) Collapse debris (see Figure 1c): When cutting brittle materials such as cast iron, brittle brass, cast bronze, etc., it is easy to form needle-like or fragmented chipping debris, which is easy to splash and hurt, and easy to damage. machine tool. If the chip measure is used, the chips can be connected into a short roll.
In short, the specific conditions of the cutting process are different, and it is desirable to obtain the shape of the chip, but the chip breaking is reliable regardless of the shape of the chip.
Second, the principle of chip breaking In the metal cutting process, whether the chip is easy to break, and the deformation of the chip is directly related, so the study of chip breaking principle must start from the study of the law of chip deformation.
The chip formed during the cutting process will have a higher hardness and a significantly lower plasticity and toughness due to the relatively large plastic deformation. This phenomenon is called cold work hardening. After cold hardening, the chips become hard and brittle, and are easily broken when subjected to alternating bending or impact loads. The greater the plastic deformation experienced by the chip, the more pronounced the hard and brittle phenomenon, and the easier it is to break. When cutting high-strength, high-plasticity, high-toughness materials that are difficult to break, it is necessary to increase the deformation of the chip to reduce its plasticity and toughness, and to achieve the purpose of chip breaking.
The deformation of the chip can be composed of two parts:
The first part is formed during the cutting process, which we call the basic deformation. The chip deformation measured by the flat rake face cutter is relatively close to the value of the basic deformation. The main factors affecting the basic deformation are the tool rake angle, negative chamfering and cutting speed. The smaller the rake angle, the wider the negative chamfer and the lower the cutting speed, the greater the deformation of the chip, and the more favorable the chip breaking. Therefore, reducing the rake angle, widening the negative chamfer, and reducing the cutting speed can be used as measures to promote chip breaking.
The second part is the deformation of the chips during the flow and curling process, which we call additional deformation. Because in most cases, only the basic deformation during the cutting process can not break the chip, an additional deformation must be added to achieve the purpose of hardening and breaking. The easiest way to force the chips to undergo additional deformation is to grind (or press) a certain shape of the chipbreaker on the rake face, forcing the chips to curl and deform when they flow into the chipbreaker. After the chip is subjected to additional re-warping deformation, it is further hardened and embrittled, and when it hits the workpiece or the flank, it is easily broken.
Third, the impact of the chip breaker on the broken (roll) chip The chip breaker not only plays an additional role in the deformation of the chip, but also has an important influence on the shape of the chip and the breaking of the chip. In the cutting process, people use the different shapes and sizes of the chip breaker and the inclination angle of the chip breaker and the main cutting edge to control the curling and breaking of the chips. In order to better understand and master these laws, we will specifically analyze the shape and size of the chip breaker and the influence of the angle of inclination of the chip breaker and the main cutting edge on the chip shape and chip breaking.
(1) The shape of the chip breaker The shape of the chip breaker is linear arc type, linear type and full arc type (see Figure 5).
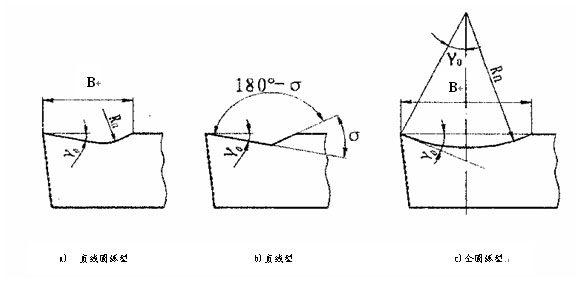
Figure 5 The shape of the chip breaker
l. The linear arc-shaped chipbreaker (see Figure 5a) is made up of a straight line and a circular arc. The straight line portion constitutes the rake face of the tool, and the radius of the arc radius Rn of the groove bottom has a certain influence on the curl and deformation of the chip. When Rn is small, the chip curling radius is small, and the chip deformation is large; when Rn is large, the chip curling radius is large, and the chip deformation is small. (See Figure 6). In the medium depth of cut (cutting depth ap = 2 ~ 6mm), generally Rn = (0.4 ~ 0.7) B, B is the width of the chipbreaker.
2, the linear chipbreaker (see Figure 5b) is formed by the intersection of two straight lines, the groove bottom angle is 180 ° - σ (σ is called the chip breaking wedge angle), the groove bottom angle (180 ° - σ) instead The role of the arc Rn. When the bottom angle of the groove is small, the curl radius of the chip is small, and the chip deformation is large; when the groove bottom angle is large, the curl radius of the chip is large (see Fig. 7). In the medium depth of cut, the chipboard wedge angle is generally selected from 60 ° to 70 °.

The above two shape chipbreakers are suitable for processing carbon steel and alloy structural steel, and the front angle is generally γ. In the range of 5-15 °.
3. The main parameter groove width B, the groove bottom arc radius Rn and the rake angle γ of the full arc type chip breaker (see Fig. 5c). The relationship between:  (See Figure 5C)
(See Figure 5C)
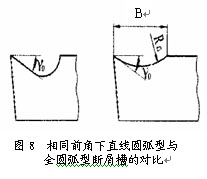
When cutting high-plastic materials such as copper and stainless steel, a full arc-shaped chipbreaker is often used. Because the tool front angle is selected to be larger (γ0=25°-30°), the cutting edge of the full arc cutting chip is stronger than that of the high plastic material. The groove is also shallow and easy to flow. Chips, so it is more practical (see Figure 8)
(2) The width of the chip breaker groove width B is related to the feed amount f and the cutting depth ap. When the feed amount f is increased, the cutting thickness is increased, and the width of the chip breaker should be widened accordingly; Large, the groove should also be appropriately widened.

Fixed, the effect of the change in the width B of the chip breaker on chip curling and deformation. Figure 9a shows that the groove width and feed rate are basically adapted. The chip is broken and deformed into a C shape after being deformed by curling; Figure 9b is that the groove is not wide enough, the chip has a small curl radius, large deformation, and breaks into a short C shape or forms a broken piece after collision. Figure 9c shows that the groove is too narrow, the chips are squeezed into small rolls and the plug is difficult to flow out in the groove, causing the chips to even damage the cutting edge; Figure 9d, e is the groove is too wide, the chip curl radius is too large The deformation is not enough. Not easy to break. Sometimes it does not even flow through the bottom of the groove to form freely formed strips.
If the width of the chipbreaker is initially selected by the feed amount, roughly speaking, for the carbon steel in the cutting, the relationship between the width B and the feed amount f is about B=10f; and when cutting the alloy steel, in order to increase the chip deformation, It is preferable to take B=7f.
The width B of the chip breaker should also be adapted to the depth of cut ap. Generally, the groove width B can be selected roughly according to ap. When ap is large, B should also be larger; and if ap is small, B should be appropriately reduced. Because when the depth of cut is too large and the groove is too narrow, the chips are wide and it is not easy to curl in the groove. Thus, the chips often do not flow into the bottom of the groove and form strips on their own; when the depth of cut is small and the groove is too wide, the chips are narrow and the flow is compared. Freedom, deformation is not enough, and it is not easy to break.
(3) Tilt angle of the chip breaker and the main cutting edge The tilting method of the chip breaker and the main cutting edge are commonly used in the external oblique, parallel, and internal oblique types (see Figure 10).
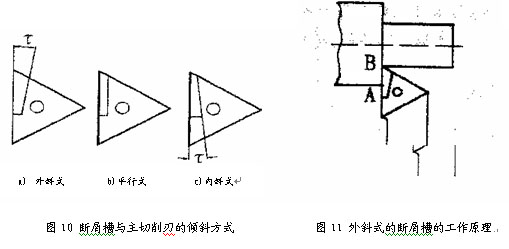
1 External oblique type See figure (10a), external oblique type chip breaking groove, front wide and narrow, front deep and shallow.
The externally inclined chipbreaker has large chip curling deformation, as shown in Figure 11, near the outer surface of the workpiece.
The cutting speed is the highest and the groove is narrow, the chip is first blocked and curled, and the curling radius is small and the deformation is large. At the cutting edge B, the cutting speed is low and the groove width is wide, and the chip finally curls with a large curl radius, which will A force is generated to cause the chips to be turned over to the flank or the surface to be machined, and after breaking, break to form C-shaped chips.
This form of chipbreaker. In the medium depth of cut, the chip breaking range is wide, the chip breaking effect is stable and reliable, and it is widely used in production. The value of the inclination angle τ is mainly determined according to the workpiece material. Generally, when cutting carbon steel in the middle, when taking τ=8°-10° to cut the alloy steel, to increase the chip deformation, take τ=10°-15°.
However, in the case of large depth of cut, due to the fact that the chip breaker width is too small near the outer surface A of the workpiece (see Fig. 11), the chips are easily blocked, and even the chips damage the cutting edge, so the parallel type is generally used.
2, parallel type (see Figure l0b): Parallel chipbreaker chip deformation is not as large as the external oblique type, most of the chips are broken on the workpiece surface. When carbon steel is used in the chip, the chip breaking effect of the parallel chipbreaker is basically the same as that of the outer skew type, but the feed amount should be slightly increased to increase the additional curling deformation of the chip.
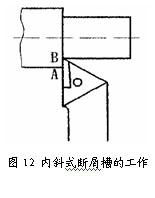
3. Internal oblique type (see Figure 10c): The inner inclined chipbreaker (see Figure 12) is the widest at the outer surface A of the workpiece. It is the narrowest at the tip B. Therefore, the chips are often curled into small rolls at B and rolled into large rolls at A. When the blade inclination angle of the main cutting edge is taken to be 3° to 5°, the chips are liable to form continuous long and tight chips. The inclination angle of the inner inclined chipbreaker and the main cutting edge is generally τ=8°-10°, and the cutting range of the inner oblique type chipbreaker forming a long tight chip is quite narrow, so it is not as good as the external oblique in production. Type and parallel are common, mainly used in fine or semi-finished cars.
Fourth, several commonly used chip breaking methods (1) using chipbreakers:
As mentioned earlier, the chip breaker not only acts as an additional deformation to the chip. It also controls the curling and breaking of the chips. The chip breaking is reliable as long as the shape and size of the chip breaker and the angle of inclination of the chip breaker and the main cutting edge are appropriate. Whether it is a welding tool or a machine tool, it can be used for regrind or non-reground tools.
In order to apply different cutting amount ranges. Carbide indexable inserts are available in a variety of shapes and sizes of chipbreakers for easy selection, which is both economical and simple. This method is the preferred method for cutting and is the most widely used method.
The shortcoming is the determination of the reasonable geometric parameters of the tool, which is constrained by the chip breaking requirements.

(II) Using chip breakers Chip breakers are available in fixed and adjustable versions. Figure 13 shows the adjustable chip breaker on the turning tool.
A chipboard 1 is mounted on the front surface of the turning tool. When the chips flow out along the front of the tool, they are bent and broken due to the resistance of the chip. The chip breaker parameters Ln and α can be designed and adjusted as needed to ensure stable and reliable chip breaking under given cutting conditions. Loosen the screw 3, and under the action of the spring 4, the chipboard 1 and the pressure plate 2 can be lifted together to facilitate the adjustment of the chipboard and the rapid indexing and replacement of the blade. This chip breaker is often used on tools for large and medium-sized machines.
(III) Use of chip breaking device There are many types of chip breaking devices, which can be generally divided into mechanical type, hydraulic type and electric type. The chip breaking device has high cost, but the chip breaking is stable and reliable, and is generally only used for automatic wire. Figure 14 is a schematic view of a chip breaking device with a cutter for use on a turning tool. When turning, the chips flow out through the guide passage 2, and are forcibly cut by the continuously rotating disc cutter 3, and the cut chips are discharged from the discharge passage 6. The cutter is driven by the drive shaft 4. In the figure, 1 is a turning tool.
(d) using a pre-grooving method on the surface of the workpiece:
According to the different diameter of the workpiece, one or several grooves are opened in the axial direction of the workpiece on the surface to be processed, and the depth is slightly smaller than the cutting depth, so that the cut chips form a weak cross section and are broken. In this way, reliable chip breaking is ensured without affecting the roughness of the machined surface. Even when processing materials with high toughness, the chip breaking effect is good. For example, in the case of a workpiece material having a high toughness (such as 40Cr), when it is difficult to break the chip by other methods, the longitudinal groove can be drawn on the surface to be machined and then boring. This method can show its unique advantages.
(5) Changing the geometrical parameters of the tool and adjusting the cutting amount can be known from the principle of chip breaking as described above, reducing the rake angle of the tool; increasing the main declination; grinding the negative chamfer on the main cutting edge; reducing the cutting speed; The amount of feed and the change in the shape of the main cutting edge can cause the chips to break. However, the use of these methods to break the chip often brings some adverse consequences, such as decreased productivity, deterioration of the surface quality of the workpiece, and increased cutting force. This method is rarely used on automatic lines, and sometimes it is only used as an auxiliary means of chip breaking.
In addition, the use of cutting fluid can reduce the plasticity and toughness of the chip, and also facilitate chip breaking. Increasing the cutting fluid pressure can also cause the chip to break. This method is sometimes used in hole machining.
Address: No. 209 Zhufang Road, Zhenjiang City, special equipment for coal mines Feng Gaotou Contact number
Postal code: 212005

Chain Fall Hoist,Chain Block Hoist,Manual Chain Hoist,Lever Chain Hoist
Ningbo Jinghong Hardware Machinery & Electric Co.,Ltd. , http://www.mwfrigging.com